RUD central chain bucket elevator
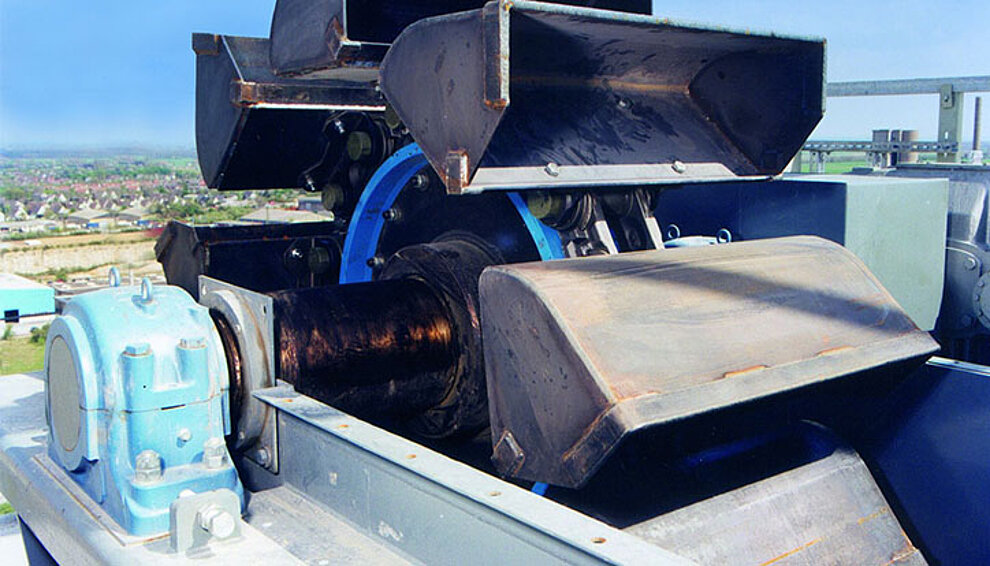

RUD central chains are ideally suited to use in high-capacity bucket elevators.
The RUD central chain provides a robust means of traction for vertical conveying of powdery, granular, lumpy and high-temperature materials. Safe transport of abrasive materials is also guaranteed.
RUD central chains offer maximum conveying reliability, even when handling charge fluctuations, high-temperature materials, and materials with large single edge lengths. RUD has the perfect chain to meet your individual needs.
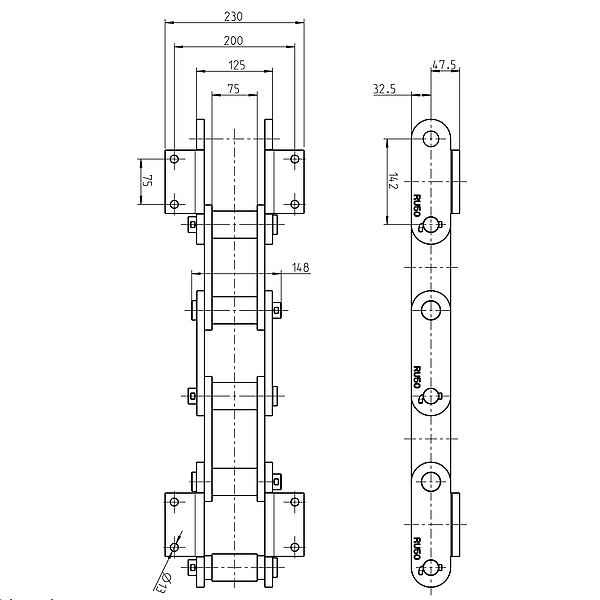
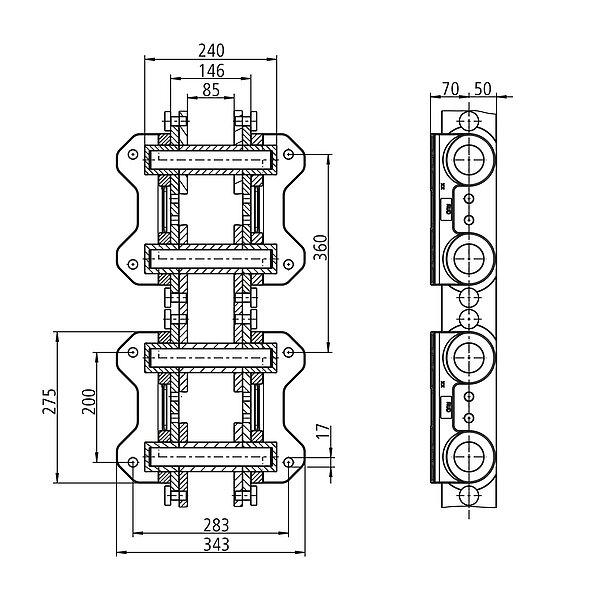
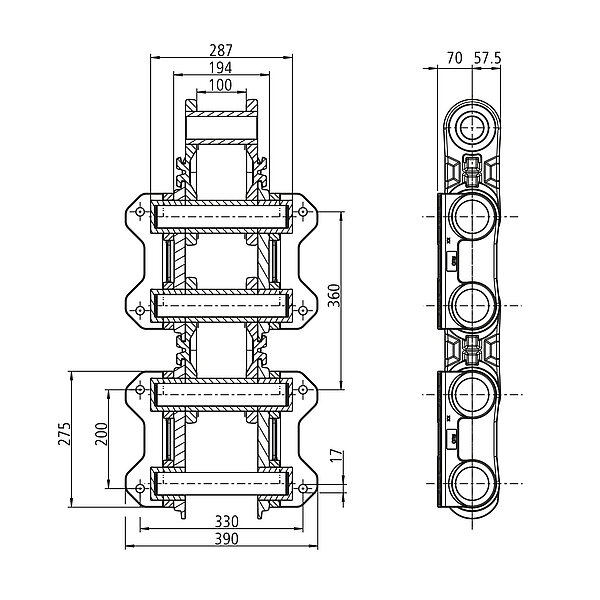
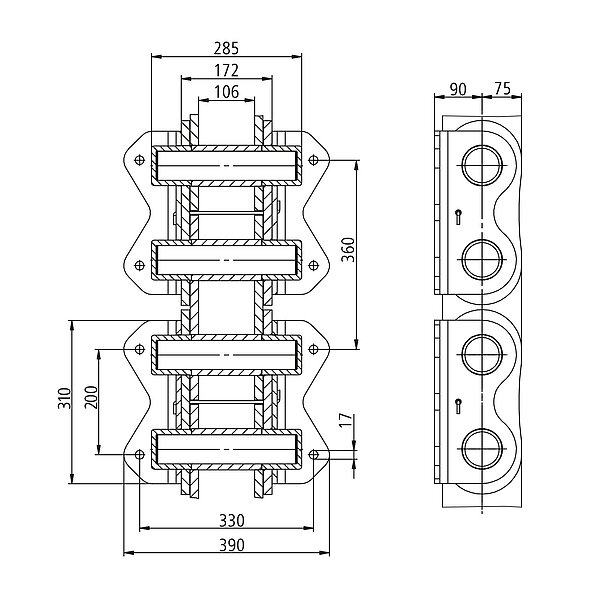
Different types: RU 50, RU 80, RU 150, RU 200
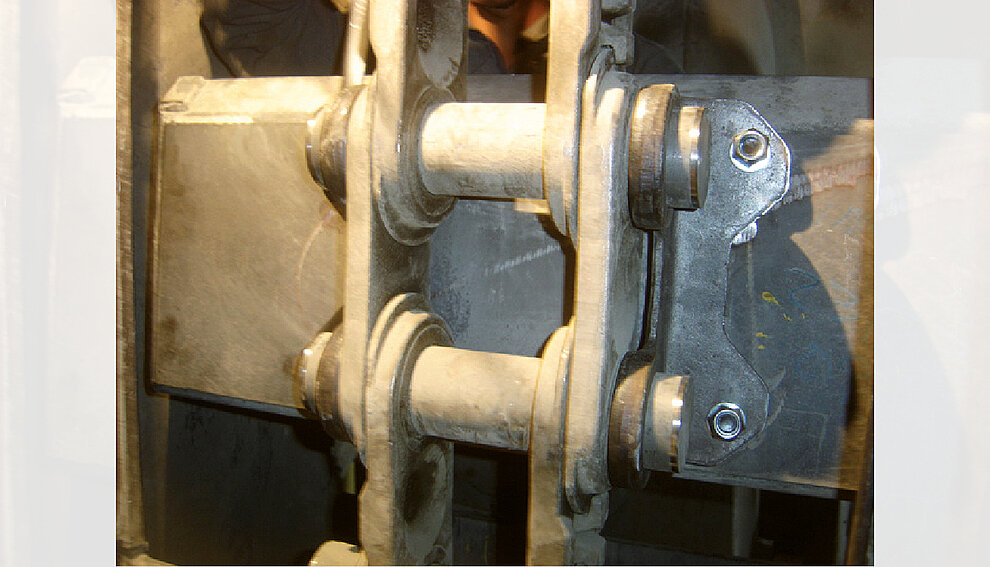

Advantages of the central chain bucket elevator
• Hinge points: Bolts float-mounted → high wear volume
• Assembly: without special tool possible
• simple/sturdy structure
• Service life extension possible by rotating chain